ЙиМќДЪЃКФЃЫмЙЋЫОЃЛФЃОпЃЛМгЙЄжЪСПЃЛЙЄвеЃЛШэМў
ГЩЖМКНЬьФЃЫмЙЩЗнгаЯоЙЋЫОЪЧДгЪТФЃОпМАЦћГЕФкЭтЪЮМўжЦдьЕФзЈвЕЛЏЙЋЫОЃЌЙЋЫОгЕгавЛжЇИпЫижЪЕФбаЗЂЁЂЩшМЦЖгЮщЃЌвдЙњМЪзюЯШНјЕФШэМўНЋСљЪЎгрЬЈЙЄзїеОЯрСЌНгЃЌвд CAD/CAM/CAE ММЪѕМАЪ§ЪЎЬЈЪ§ПиМгЙЄЩшБИКЭЪ§ПизЂЫмЩшБИзщГЩОпгаЙњМЪЫЎЦНЕФВњЦЗбаЗЂЬхЯЕКЭЧПДѓЕФФЃОпжЦдьЁЂзЂЫмФмСІЁЃЙЋЫОДгв§НјЪ§ПиМгЙЄжааФжСНёЃЌвбгаСЫНќЖўЪЎФъЕФЪ§ПиЩшБИЪЙгУОбщЃЌЩюПЬЬхЛсЕНФЃОпжЦдьЗЂеЙЕНЯжНзЖЮвбОдНРДдНРыВЛПЊЪ§ПиЩшБИЃЌЪ§ПиМгЙЄЯђзХИпОЋЖШЁЂИпжЪСПЁЂИпЫйЖШЁЂИпздЖЏЛЏЗНЯђЗЂеЙЃЁЪ§ПиМгЙЄвбОГЩЮЊФЃОпжЦдьВЛПЩШБЩйЕФЙЄвеЗНЗЈЃЌВЂЧвНЋдНРДдНживЊЃЌЪ§ПиЩшБИЕФЖрЩйКЭЪ§ПиЩшБИЯШНјадГЬЖШвбОГЩЮЊвЛИіФЃОпжЦдьЦѓвЕгЎЕУЪаГЁЁЂгЎЕУОКељЕФЙиМќадвђЫижЎвЛЁЃ
ЯжДњФЃОпжЦдьвЕжаЃЌаЭЧЛаЭУцЩшМЦШеЧїИДдгЃЌгШЦфЪЧЦћГЕФЃОпжаздгЩЧњУцЫљеМБШР§ВЛЖЯдіМгМАВњЦЗжЪСПвЊЧѓВЛЖЯЬсИпЃЌЖМЖдЧњУцЕФжЦдьОЋЖШЬсГіСЫИќИпЕФвЊЧѓЁЃвђДЫЃЌФЃОпжЦдьЙЄвеЯЕЭГЕФОЋЖШЁЂЪ§ПиЯЕЭГЕФОЋЖШКЭФЃОпжЦдьЕФ CAM ММЪѕЖМЛсЖдЧњУцМгЙЄжЪСПВњЩњгАЯьЁЃЖјАќКЌздгЩЧњУцФЃОпЛљБОЩЯЖМЪЧНшжњИїжж CAM ШэМўНјааздЖЏБрГЬЃЌРћгУЪ§ПиЛњДВМгЙЄЭъГЩЕФЁЃ
ФЃЫмЙЋЫОДѓВПЗжЪ§ПиМгЙЄжааФвбОгаСЫНЯГЄЕФЪЙгУЪБМфЃЌЫфШЛгабЯИёЕФЪ§ПиЛњДВВйзїЙцЗЖЃЌСМКУЕФЛњДВЮЌЛЄБЃбјЃЌЕЋЪЧЦфБОЩэЕФОЋЖШЫ№ЪЇЪЧВЛПЩБмУтЕФЁЃЮЊСЫПижЦВњЦЗЕФМгЙЄжЪСПЃЌЮвУЧЖЈЦкЖдЪ§ПиЩшБИНјааМьВтЮЌаоЃЌУїШЗУПЬЈЩшБИЕФМгЙЄОЋЖШЃЌУїШЗУПЬЈЩшБИЕФМгЙЄШЮЮёЁЃбЯИёЧјЗжДжЁЂОЋМгЙЄЕФЩшБИЪЙгУЃЌвђЮЊДжМгЙЄЪБзЗЧѓЕФЪЧИпЫйЖШЁЂИпЕФШЅГ§ТЪЁЂЕЭЕФМгЙЄОЋЖШЃЌЖјДжМгЙЄЪБЖдЩшБИЕФОЋЖШЫ№КІЪЧзюбЯжиЕФЃЌвђДЫЮвУЧНЋЪЙгУФъЯоНЯГЄОЋЖШзюВюЕФЩшБИЖЈЮЊзЈгУЕФДжМгЙЄЩшБИЃЌаТЩшБИКЭОЋЖШКУЕФЩшБИЖЈЮЊОЋМгЙЄЩшБИЃЌзіЕНСЫЖдЯжгаЩшБИзЪдДЕФКЯРэДюХфЁЂУїШЗЗжЙЄЃЌНЋЛњДВЖдМгЙЄжЪСПЕФгАЯьНЕЕНСЫзюЕЭЃЌЭЌЪБгжБЃЛЄСЫАКЙѓЕФЪ§ПиЩшБИЃЌбгГЄСЫЩшБИЕФЪйУќЁЃЕБЮвУЧЕФЛњДВВЛПЩИФБфЪБЃЌгыЛњДВЯрЙиЕФЕЖБњЁЂЕЖОпЖдЪ§ПиМгЙЄжЪСПЕФгАЯьгжБфЕУЭЛГіСЫЁЃдкШЮКЮа§зЊЕЖОпМгЙЄЯЕЭГжаЃЌжїжсгыМаЭЗ ( ЛђЦфзщКЯЬх ) ЕФСЊНсВХЪЧЕЖОпМгЙЄадФмЪЕЯжЕФеце§ЛљЪЏЃЁЮвУЧЙЋЫОГЃгУЕЖБњгыЛњДВЕФНгПкга BT БњКЭ HSK БњЁЃ BT БњгыЛњДВжїжсЕФНгПкзЖБњзЖЖШЮЊ 7 ЃК 24 ЃЌетжжЗНЪНЕФЕЖБњжЛЪЪКЯгкДЋЭГЕФЕЭЫйМгЙЄЃЌвђЮЊ BT ЕЖБњгыжїжсжЛЪЧзЖУцХфКЯЃЌЕБзЊЫйЬЋИпЪБЃЌгЩгкРыаФСІЕФзїгУЛсЪЙзЖУцХфКЯМфЯЖдіДѓЃЌДгЖјгАЯьЪ§ПиМгЙЄжЪСПЁЃЕБЛњДВзюИпзЊЫйДяЕН 15000 зЊ / ЗжЪБЃЌЭЈГЃашвЊВЩгУ HSK аЭЕЖБњЃЌHSK ЕЖИЫЮЊЙ§ЖЈЮЛНсЙЙЃЌЬсЙЉгыЛњДВБъзМСЊНсЃЌдкЛњДВРСІзїгУЯТЃЌБЃжЄЕЖИЫЖЬзЖКЭЖЫУцгыЛњДВНєУмХфКЯЁЃ
ЕЖБњЖдЕЖИЫЁЂЕЖОпЕФМаНєЗНЪНжївЊгаВрЙЬЪНЁЂЕЏадМаНєЪНЁЂвКбЙМаНєЪНКЭШШХђеЭЪНЕШЁЃВрЙЬЪНОЋЖШНЯЕЭВЂЧвФбвдБЃжЄЕЖОпЖЏЦНКтЃЌдкИпЫйЯГЯїЪНВЛвЫВЩгУЃЌЯТЭМЮЊЕЏадМаНєЪНЁЂвКбЙМаНєЪНКЭШШХђеЭЪНЕЖИЫЪОвтЭМЃЌШШХђеЭЪНЕЖИЫМаЭЗЕФЕЖПзгыЕЖБњЮЊЙ§гЏХфКЯЃЌаыВЩгУзЈгУШШХђеЭзАжУзАаЖЕЖОпЃЌвЛАуЪЙгУЕчИаМгШШЛђШШПеЦјМгШШЕЖИЫЃЌЪЙЕЖПзжБОЖХђеЭЃЌШЛКѓНЋЕЖБњВхШыЕЖЃЌРфШДКѓПзОЖЪеЫѕНЋЕЖБњНєНєМазЁЁЃ
ФЃЫмЙЋЫОЭЈЙ§ЖрФъЕФгІгУЁЂБШНЯЁЂзмНсЃЌЯждкВЩШЁЕФЕЖБњЪЙгУЗНАИЮЊЃКДжМгЙЄЛђДѓНјИјМгЙЄЪБВЩгУ BT ЕЏЛЩМаЭЗЕЖБњЃЌЦеЭЈЛњДВЩЯЕФАыОЋКЭОЋМгЙЄВЩгУЕФ BT вКбЙМаЭЗЕЖБњЃЌдкИпЫйЯГКЭЪЏФЋМгЙЄЛњЩЯВЩгУЕФЪЧ HSK аЭШШеЭЕЖБњЛђвКбЙМаЭЗЕЖБњЁЃвђЮЊЕЏЛЩМаЭЗЕЖБњдкЕЖОпзАМаТщЗГЗбЪБЃЌжиИДОЋЖШНЯВюЃЌМгЙЄЮќеёадФмВЛКУЃЌЫљвдгУгкДжМгЙЄЛђДѓНјИјМгЙЄ ЃЛЖјОЋМгЙЄЪБВЩгУЕФвКбЙМаЭЗЕЖБњОпгаМЋИпЕФМаГжЛизЊОЋЖШЃЌЗЧГЃЗНБуЕФЕЖОпзАМаЗНЪНЩюЪмВйзїепЯВАЎЃЌВЂЧвЮЊШЋУмЗтНсЙЙаЭЪНЃЌгааЇЗРжЙРфШДвКЁЂЬњаМЬиБ№ЪЧЪЏФЋЗлГОЖдЕЖБњЕФЫ№КІЃЌЖјвКбЙМаЭЗЕЖБњгжОпгагХСМЕФзшФсМѕеёадФмЃЌПЩвдвжжЦМгЙЄжаВњЩњЕФеёЖЏЃЌДгЖјУїЯдИФЩЦСЫФЃОпЕФБэУцМгЙЄжЪСПКЭБэУцЙтНрЖШЁЃдкИпЫйЯГЩЯзіФЃОпМгЙЄЫљВЩгУЕФ HSK аЭШШеЭЕЖБњОпгаНсЙЙМђЕЅЃЌМаНєПЩППЁЂЭЌаФЖШИпЃЌДЋЕнХЄОиКЭОЖЯђСІДѓЃЌЬиБ№ЪЧдкФЃОпЕФЩюаЭЧЛМгЙЄжаЃЌШШеЭЕЖБњЕФЕЖОпМаГжЖЫПЩвдКмГЄЁЂЭтОЖПЩвдзіЕУКмаЁЖјЙуЗКгІгУгыФЃОпЕФЩюаЭЧЛМгЙЄжаЃЌЕЋЪЧЭЈЙ§ИпЫйЯГЕФгІгУЗЂЯжШШеЭЕЖБњЮЊШЋИеадЕФНсЙЙЪЙзшФсМѕеёадФмКмВюЖјФбвдвжжЦМгЙЄжаВњЩњЕФеёЖЏЃЌДгЖјдкГЬађБржЦВЛКУЪБЖдФЃОпЕФМгЙЄжЪСПВњЩњНЯДѓЕФгАЯьЃЌДѓЗљНЕЕЭЕЖОпЕФЪЙгУЪйУќЃЌвђДЫНЈвщдкаЁХњСПЕФЪЙгУИпЫйЛњДВЪБВЛвЊХфжУШШеЭЕЖБњЃЌвђЮЊЫфШЛШШеЭЕЖБњКмБувЫЃЌЕЋвЛАувЛЬЈЕчИаМгШШзАжУЕФМлЧЎПЩвдЙКТђМИЪЎИіЦфЫќРраЭЕФЕЖБњСЫЁЃ
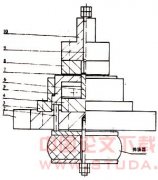
ЕЖОпЕФе§ШЗбЁдёКЭЪЙгУЪЧ гАЯьЪ§ПиМгЙЄжЪСП ЕФживЊвђЫиЁЃгВжЪКЯН№ЕЖОпгІгУЗЖЮЇдкЙЋЫОдНРДдНЙуЃЌгВжЪКЯН№НЋДњЬцДѓВПЗжИпЫйИжЕЖОпЃЌАќРЈзъЭЗЁЂСЂЯГЕЖЁЂЫПзЖЕШМђЕЅЭЈгУЕЖОпЃЌЪЙетвЛРрЕЖОпЕФЧаЯїЫйЖШгаКмДѓЕФЬсИпЃЌгВжЪКЯН№НЋдкЕЖОпВФСЯжаеМжїЕМЕиЮЛЃЌИВИЧДѓВПЗжГЃЙцЕФМгЙЄСьгђЁЃЮвЙЋЫОдк ДжМгЙЄжа ОЁПЩФмВЩгУДѓжБОЖ ЕФХЃБЧЕЖЃЌЪЙгУ R2 ЁЂ R6 ЕФ гВжЪКЯН№ЕЖЦЌЃЌзіЕНДжМгЙЄХХаМ“Жр”ЃЛАыОЋМгЙЄбЁгУИпзЊЫйИпНјИј R0.8 ЕФЯтЦЌСЂЯГЕЖЃЌзіЕНАыОЋМгЙЄзпЕЖ“Пь”ЃЛОЋМгЙЄЪБОЁСПбЁгУгВжЪКЯН№ЕЖИЫКЭИпОЋЖШЧђЭЗОЕУцЕЖЦЌЃЌетбљПЩдкБЃе§ МгЙЄжЪСПЕФЭЌЪБНкЪЁбЁгУећЬх КЯН№ЕЖОпЕФИпАКЗбгУЃЌФЃОп ОЋМгЙЄжаЫљгУзюаЁЕЖОпЕФАыОЖгІаЁгкЛђЕШгкБЛМгЙЄСуМўЩЯЕФФкТжРЊдВНЧАыОЖЃЌгШЦфЪЧдкЙеНЧМгЙЄЪБЃЌгІбЁгУАыОЖаЁгкЙеНЧДІдВНЧАыОЖЕФЕЖОпВЂвддВЛЁВхВЙЕФЗНЪННјааМгЙЄЃЌетбљПЩвдБмУтВЩгУжБЯпВхВЙЖјГіЯжЙ§ЧаЯжЯѓЃЌ зіЕНОЋМгЙЄжЪСП“КУ”ЁЃ
ИпЦЗжЪгВжЪКЯН№ЕЖОп
ИпЫйМгЙЄММЪѕЕФЗЂеЙШевцГЩЪьЃЌМЋДѓЕФЬсИпСЫФЃОпМгЙЄЫйЖШЁЂМѕЩйСЫМгЙЄЙЄађЁЂЫѕЖЬЩѕжСЯћГ§СЫКФЪБЕФЧЏЙЄаоИДЙЄзїЃЌДгЖјМЋДѓЕиЬсИпСЫФЃОпЪ§ПиМгЙЄжЪСПЃЌЫѕЖЬСЫФЃОпЕФЩњВњжмЦкЁЃвђДЫФЃОпЕФИпЫйМгЙЄММЪѕж№НЅГЩЮЊ ФЃЫмЙЋЫО ММЪѕИФдьзюжївЊЕФФкШнжЎвЛЃЌИпЫйМгЙЄШЁДњДЋЭГЕЭЫйМгЙЄвбГЩЮЊБиШЛЃЌЫНЋИпЫйМгЙЄЩЯЕУПьЁЂгУЕУКУОЭБиНЋгЎЕУЪаГЁЃЁ
ЭЈЙ§ЧАУцЕФЗжЮіПЩвдЕУГіЛњДВЩшБИдкФЃОпЕФМгЙЄжаЪЧЗЧГЃживЊЕФЃЌЕЋЪЧгАЯь ФЃОпЪ§ПиМгЙЄжЪСПЕФСэЭтЕФ живЊ вђЫиЪЧМгЙЄЙЄве ЁЂ ШэМў ЁЂЪ§ПиГЬађЩшМЦепЁЂЛњДВВйзїепЁЃ
Ъ§ПиБрГЬвЛАуПЩЗжЮЊ 4 ИіНзЖЮЃКзМБИЙЄзїНзЖЮЁЂММЪѕЗНАИНзЖЮЁЂЪ§ПиБрГЬНзЖЮКЭГЬађЖЈаЭНзЖЮЁЃ
1 ЃЎзМБИЙЄзїНзЖЮЃКИљОнЩњВњШЮЮёЪщЃЌАДвЊЧѓНгЪеММЪѕЪ§ОнЃЌМьВщЪ§ОнЕФзМШЗадЁЂЪБаЇадЁЃУїШЗЩњВњМЦЛЎЃЌФмЗёАДЪБЭъГЩЁЃ
2 ЃЎММЪѕЗНАИНзЖЮЃКЪ§ПиБрГЬЧАЕФЪзвЊЙЄзїЪЧжЦЖЈММЪѕЗНАИЁЃЙЋЫОАбЪ§ПиЙЄвеКЭЕЖТЗГЬађЩшМЦКЯВЂгЩГЬађЩшМЦдБвЛШЫИКд№ЁЃММЪѕЗНАИНзЖЮжївЊШЮЮёЪЧИљОнГЕМфЕФжЦдьзЪдДЃЌБржЦЪ§ПиМгЙЄЕФЙЄвеЗНАИЁЃЮЊСЫзіКУММЪѕЗНАИЃЌБиаыСЫНтМгЙЄЛЗОГКЭжЦдьзЪдДЃЌАќРЈЃКЛњДВЁЂЕЖОпЁЂМаОпЁЂШэМўЁЂЙЄвезЪдДЁЂУЋХїЃЈШчУЋСЯЁЂЖЭМўЁЂж§МўЁЂШШДІРэЁЂЧаЯїадФмЁЂдЄМгЙЄЃЉЕШЃЌЛЙвЊЖдСуМўЕФММЪѕвЊЧѓХЊЧхГўЃЌШчЙЋВювЊЧѓЁЂЙтНрЖШЁЂБЁБкМўЕФдЪаэБфаЮЁЂзАХфЙиЯЕЕШЁЃ
Ъ§ПиЙЄвеЗНАИЕФЩшМЦЪЧгаФбЖШЕФЃЌвђЮЊвЊДІРэЕФаХЯЂСПДѓЃЌИїжжаХЯЂжЎМфЕФЙиЯЕгжМЋЮЊДэзлИДдгЃЌетжївЊППГЬађЩшМЦдБЕФЙЄзїОбщРДНјааЁЃвђДЫЃЌЙЄвеЗНАИЕФЩшМЦжЪСПЭъШЋШЁОігкММЪѕШЫдБЕФЫЎЦНКЭОбщЁЃ
дкИпЫйЯГММЪѕЙуЗКгІгУЕФНёЬьЃЌЪ§ПиЙЄвеЗНАИЕФЩшМЦживЊадБЛЬсЕНСЫИќИпЕФЕиЮЛЁЃИпЫйЯГвЊЧѓЖдМгЙЄЕФШЋЙ§ГЬНјааПижЦЃЌШЮКЮЪшКіЖМЛсв§Ц№бЯжиЕФКѓЙћЃЌвђДЫЃЌИпЫйЯГЕФЙЄвеЗНАИЕФБржЦКУЛЕЃЌНЋЛсЖдИпЫйЯГГЩАмЦ№ЕНОіЖЈадЕФзїгУЁЃ
3 ЃЎЪ§ПиБрГЬНзЖЮЃКдкБрГЬзМБИЦкМфЃЌжївЊЕФвРОнЪЧШ§ЮЌЪ§ОнКЭЙЄвеЮФМўЁЃГЬађЩшМЦдБвЊЗжЮіСуМўЕФМИКЮЬиеїЃЌЙЙЫММгЙЄЙ§ГЬЃЌНсКЯЛњДВОпЬхЧщПіЃЌПМТЧЙЄМўЕФЖЈЮЛЃЌбЁгУМаОпЁЃЪ§ПиБрГЬЕФЕквЛВНвЊе§ШЗЖЈвхМгЙЄзјБъЯЕЃЌбЁдёКУЖдЕЖЕуЁЃбЁдёЕФБрГЬдЕугІЗНБуБрГЬЁЂБугкВтСПМьВщЁЂБугкВйзїЃЌЭЌЪБПМТЧв§Ц№ЕФМгЙЄЮѓВюНЯаЁЁЃЕкЖўВНЪЧАДееЪ§ПиЙЄвеЗНАИвЛВНвЛВНЕидкМЦЫуЛњЩЯБржЦЕЖОпЙьМЃЁЃЕкШ§ВНЪЧбщжЄГЬађЕФе§ШЗадЃЌПЩааадЁЃПЩвдЭЈЙ§МЦЫуЛњЗТецФЃФтЛђЪдЧаЯїбљМўЁЃЕкЫФВНЪЧгХЛЏГЬађЁЃ
4 ЃЎГЬађЖЈаЭНзЖЮЃКгЩжїЙмСьЕМЩѓКЫЪ§ПиБрГЬЕЖТЗЃЌКЯИёКѓЬюаДЪ§ПиМгЙЄГЬађЕЅЃЌЛцжЦМгЙЄМђЭМЁЃЕНЯжГЁСЫНтГЬађжДааЧщПіЃЌзмНсГЬађБржЦОбщЁЃ
Ъ§ПиЙЄвеЕФЬиЕуКЭЪ§ПиМгЙЄЙЄвеЙцЛЎЕФБржЦЃК
ЃЈ 1 ЃЉЪ§ПиЙЄвевЊПМТЧМгЙЄСуМўЕФЙЄвеадЃЌШЗЖЈМгЙЄСуМўЕФзАМагыЖЈЮЛЃЌбЁдёЕЖОпЃЌжЦЖЈЙЄвеТЗЯпЁЂЧаЯїЗНЗЈМАЙЄвеВЮЪ§ЕШЃЌЖјетаЉдкГЃЙцЙЄвежаПЩвдМђЛЏЁЃ
ЃЈ 2 ЃЉЪ§ПиЙЄвеЩшМЦжївЊгУгкжИЕМЪ§ПиБрГЬЃЌЮвЙЋЫОАбЪ§ПиЙЄведБКЭБрГЬдБЕФжАд№КЭЖўЮЊвЛЃЌгЩГЬађЩшМЦдБИКд№ећЬзФЃОпЕФЪ§ПиМгЙЄЙ§ГЬЃЌЬсИпСЫЙЄзїаЇТЪЁЃ
ЃЈ 3 ЃЉЪ§ПиМгЙЄЕФздЖЏЛЏГЬЖШИпЃЌгАЯьвђЫиЖрЃЌдкЪ§ПиМгЙЄжаЃЌжЪСПКЭАВШЋЪЧздЙиживЊЕФЃЌБиаыЕУЕНБЃжЄЁЃ
ЃЈ 4 ЃЉЪ§ПиЙЄвеЕФБржЦвЊгабЯУмЕФЬѕРэадЁЃЪ§ПиЙЄвеИДдгЃЌгАЯьвђЫиЖрЃЌашвЊЖдЪ§ПиМгЙЄЕФШЋЙ§ГЬЩюЫМЪьТЧЃЌвЊгаКмКУЕФЬѕРэадЃЌВХФмБрКУЪ§ПиЙЄвеЁЃМгЩЯЪ§ПиМгЙЄЕФздЖЏЛЏГЬЖШИпЃЌЫќЕФздЪЪгІФмСІОЭЕЭЃЌвЛЕЉГіЯжЮЪЬтЃЌЙЄШЫКмФбЯжГЁОРе§ЃЌЧсепдьГЩМгЙЄШБЯнЃЌжиепв§Ц№АВШЋЪТЙЪЃЌвђДЫвЊдЄЯШгаЬѕРэЕФзіКУЪ§ПиЙЄвеЕФЩшМЦЁЃ
ЃЈ 5 ЃЉЪ§ПиЙЄвеЕФМЬГаадКУЁЃЗВЪЧдкЩњВњжажЄУїЪЧКУЕФЪ§ПиЙЄвеЃЌПЩвдзіГЩФЃАхЃЌзїЮЊЕЕАИБЃДцЦ№РДЃЌдквдКѓМгЙЄЭЌРрСуМўЪБЕїгУЃЌПЩвдНкдМЪБМфЃЌБЃжЄжЪСПЁЃ
Ъ§ПиМгЙЄЙЄвеЙцЛЎПЩвдШЯЮЊЪЧгЩСуМўГѕЪМзДЬЌЃЈУЋХїЃЉЕНзюжезДЬЌЃЈСуМўЃЉМфЕФвЛЯЕСаЙЄвеЙ§ГЬЕФзДЬЌПеМфЁЃЪ§ПиЙЄађЕФХХађгІТњзуШчЯТЕФвЛАуЙцдђЃК
1. ЯШжїКѓДЮЁЃ 2. ЯШУцКѓПзЃЌЯШЯГКѓзъЁЃ 3. ЯШДжКѓОЋЁЃ 4. ЯШзіФкЧЛМгЙЄКѓзіЭтаЮМгЙЄЁЃ 5. АДЙЄађЕФЫГађЃЌЕЖОпжБОЖгЩДѓЕНаЁЁЃ 6. ЩЯЕРЙЄађЕФМгЙЄВЛФмгАЯьЯТЕРЙЄађЕФзАМагыЖЈЮЛЁЃ 7. гУЯрЭЌЕФЙЄзАКЭМаОпгІАВХХдквЛЦ№зіЭъЃЌМѕЩйжиИДзАМагы ЖЈЮЛЁЃ 8. Ъ§ПиЙЄађвЊМЏжаЁЃ 9. ВЛвЊАбЯїШѕСуМўИеадЕФЙЄађХХдкЧАУцЁЃ
вЛИіКУЕФЪ§ПиМгЙЄЙЄвеЙцЛЎЛЙвЊПМТЧвдЯТМИИіЗНУцЃК
ЪЧЗёФмТњзуСуМўЕФММЪѕвЊЧѓЃЌЪЧЗёФмЬсИпЪ§ПиМгЙЄЕФаЇТЪЃЌЕЭЕФМгЙЄГЩБОЃЌКУЕФжЪСППижЦЁЃ
вђДЫЃЌЭЈГЃвЛЗнЭъећЕФЪ§ПиМгЙЄЙЄвеЙцЛЎЃЌДѓИХАќРЈШчЯТФкШнЃК
? Ъ§ПиЛњДВбЁдёЁЃ
? МгЙЄЗНЗЈбЁдёЁЃ
? ШЗЖЈСуМўЕФзАМаЗНЪНВЂбЁдёМаОпЁЃ
? ЖЈЮЛЗНЗЈЁЃ
? МьбщвЊЧѓМАМьбщЗНЗЈЁЃ
? бЁдёЕЖОпЁЃ
? МгЙЄжаЕФЮѓВюПижЦКЭЙЋВюПижЦЁЃ
? ЖЈвхЪ§ПиЙЄађЁЃ
? Ъ§ПиЙЄађХХађЁЃ
? ЧаЯїВЮЪ§бЁдёЁЃ
? БржЦЪ§ПиЙЄвеГЬађЕЅЁЃ
ФЃЫмЙЋЫОЭЈЙ§дкФЃОпаавЕжаЕФБШНЯЃЌЙКТђСЫЙњМЪвЛСїЕФЪ§ПиМгЙЄШэМўЃК UG NX4.0 КЭ POWERMILL6.0 ЃЌЭЈЙ§ЖрФъЕФЪЙгУБэУїЪЧЗЧГЃЪЪКЯФЃОпМгЙЄаавЕЕФЃЌгШЦфЪЧСНжжШэМўЗсИЛЪЕгУЕФМгЙЄВпТдИїВЛЯрЭЌЃЌЛЅЯрВЙГфЪЙЪ§ПиМгЙЄЕФжЪСПКЭаЇТЪЕУЕНСЫКмДѓЕФЬсИпЁЃ POWERMILL дкЦЋжУЧјгђЧхГ§ДжМгЙЄЪБПЩвдМгШыТна§ЙІФмЃЌНјааЪЕМЪЧаЯїЪБИќМгЦНЮШЃЌЯћГ§СЫЯрСкЕЖТЗжЎМфСЌНгЕФНјЕЖЗНЯђЭЛБфЃЌМѕЩйЧаЯїНјИјЕФМгЫйКЭМѕЫйЃЌБЃГжИќЮШЖЈЕФЧаЯїИККЩЃЌбгГЄСЫЕЖОпЪйУќЃЌЖдЛњДВвВЦ№ЕНСЫБЃЛЄзїгУЁЃ
НЛВцЕШИпОЋМгЙЄЪЙгУЛЇПЩЖЈвхвЛИіЗжНчНЧЃЌЧГЬВЧјгђФкНЋЪЙгУЕШИпВпТдЃЌЦфЫќВПЗжЪЙгУШ§ЮЌЦЋжУВпТдЃЌВЂЧвПЩвддкЖИЧЭКЭЦНЬЙЧјгђжЎМфМгШыжиЕўОрРыЃЌСНепЯрИЈЯрГЩЁЃ
ВЮЪ§ЦЋжУОЋМгЙЄМШПЩвдБЃжЄЧњУцЩЯЕЖТЗМфЕФааОрВЛГЌЙ§ЩшЖЈЕФЪ§жЕЃЌгжПЩвдЯджјМѕЩйШ§ЮЌЦЋжУВпТджадкЕЖОпТЗОЖжаПЩФмГіЯжЕФМтНЧЃЌПЩвдгааЇИФЩЦШ§ЮЌЦЋжУМгВЮПМЯпЕФЗНЗЈдкЙЄМўБэУцЕФЯрНЛЕЖТЗВњЩњЕФЧаЯїЮЦРэЃЌЙЄМўЕФЭтЙлжЪСПИќКУЁЃ
ЧаЯїВЮЪ§ЕФбЁдёЖдМгЙЄжЪСПЁЂМгЙЄаЇТЪвдМАЕЖОпФЭгУЖШгазХжБНгЕФгАЯьЁЃдк CAM ШэМўжагыЧаЯїЯрЙиЕФВЮЪ§жївЊгажїжсзЊЫй (Spindlespeed) ЁЂНјИјЫйТЪ (Cut feed) ЁЂЕЖОпЧаШыЪБЕФНјИјЫйТЪ (Lead in feed rate) ЁЂВНОрПэЖШЃЈ Step-over ЃЉКЭЧаЯїЩюЖШЃЈ Step depth ЃЉЕШЁЃ
жїжсзЊЫйвЛАуИљОнЧаЯїЫйЖШРДМЦЫуЃЌЦфМЦЫуЙЋЪНЮЊЃК n = 1000 V c / π d ЃЌЪНжа d ЮЊЕЖОпжБОЖЃЈ mm ЃЉЃЌ Vc ЮЊЧаЯїЫйЖШ (m/min) ЁЃЧаЯїЫйЖШЕФбЁдёгыЕЖОпЕФФЭгУЖШУмЧаЯрЙиЃЌЙ§ЕЭЛђЙ§ИпЕФЧаЯїЫйЖШЖМЛсЪЙЕЖОпФЭгУЖШМБОчЯТНЕЁЃФЃОпОЋМгЙЄЪБЃЌгІОЁСПБмУтжаЭОЛЛЕЖЃЌвдЕУЕННЯИпЕФМгЙЄжЪСПЃЌвђДЫгІНсКЯЕЖОпФЭгУЖШШЯецбЁдёЧаЯїЫйЖШЁЃ
НјИјЫйЖШЕФбЁдёжБНггАЯьзХФЃОпСуМўЕФМгЙЄОЋЖШКЭБэУцДжВкЖШЃЌЦфМЦЫуЙЋЪНЮЊ F=nzf ЃЌЪНжа n ЮЊжїжсзЊЫйЃЈ r/min ЃЉЃЌ z ЮЊЯГЕЖГнЪ§ЃЌ f ЮЊУПГнНјИјСП (mm/ Гн ) ЁЃУПГнНјИјСПЕФбЁШЁШЁОігкЙЄМўВФСЯЕФСІбЇадФмЁЂЕЖОпВФСЯКЭЯГЕЖНсЙЙЁЃЙЄМўЕФгВЖШКЭЧПЖШдНИпЃЌУПГнНјИјСПдНаЁЃЛЕБМгЙЄОЋЖШКЭБэУцДжВкЖШвЊЧѓНЯИпЪБЃЌгІбЁдёНЯЕЭЕФНјИјСПЃЛЕЖОпЧаШыНјИјЫйЖШгІаЁгкЧаЯїНјИјЫйЖШЁЃ
ГдЕЖСПЕФДѓаЁжївЊЪмЛњДВЁЂЙЄМўКЭЕЖОпИеЖШЕФЯожЦЃЌЦфбЁдёддђЪЧдкТњзуЙЄвевЊЧѓКЭЙЄвеЯЕЭГИеЖШаэПЩЕФЬѕМўЯТЃЌбЁгУОЁПЩФмДѓЕФГдЕЖСПЃЌвдЬсИпМгЙЄаЇТЪЁЃЮЊБЃжЄМгЙЄОЋЖШКЭБэУцДжВкЖШЃЌгІСє 0.1~0.3mm ЕФОЋМгЙЄгрСПЁЃ
дкОЋМгЙЄЪБЃЌГдЕЖСПЕФбЁдёгыБэУцДжВкЖШгаЙиЃЌ CAM ШэМўжаЭЈГЃЬсЙЉгаСНжжВЮЪ§ПижЦБэУцДжВкЖШЃКВНОрПэЖШЃЈ Stepover ЃЉКЭВаСєИпЖШ (Scallop) ЁЃВЩгУВНОрПэЖШПижЦБэУцДжВкЖШЪБЃЌВНОрПэЖШдНаЁЃЌБэУцДжВкЖШдНаЁЃЛВЩгУВаСєИпЖШПижЦБэУцДжВкЖШЪБЃЌВНОрПэЖШЛсвРОнЙЄМўаЮзДздЖЏЕїећЁЃ
КУЕФШэМўШЗЪЕПЩвдЬсИпФЃОпЕФМгЙЄжЪСПКЭаЇТЪЃЌЕЋЫќвВжЛЪЧвЛИіЙЄОпЃЌЮвУЧашвЊЕФЪЧгаЗсИЛЕФЯжГЁЛњаЕМгЙЄОбщКЭРэТлжЊЪЖЃЌЭЌЪБЪьСЗеЦЮеШэМўЙІФмЕФЪ§ПиГЬађЩшМЦепЃЌвђЮЊШЫВХЪЧФЃОпЪ§ПиМгЙЄжаЕФОіЖЈвђЫиЃЌЖдЪ§ПиМгЙЄЕФжЪСПКЭаЇТЪЦ№ЕНЙиМќзїгУЁЃЮЊДЫЃЌ ФЃЫмЙЋЫОНЈСЂСЫЭъЩЦЕФГЬађЩшМЦдБХрбјЬхЯЕЁЃЫљгаЕФЩшМЦдБЖМвЊЯШдкЪ§ПиВйзїЕФИкЮЛЩЯЪЕЯАвЛЖЮЪБМфЃЌОЙ§бЯИёВйзїПМКЫКЯИёКѓЗНФмНјааЪ§ПиГЬађЕФЩшМЦХрбЕЁЃГЬађЩшМЦдББиаыЛсгУЙЋЫОЫљЙКТђЕФЫљгае§АцЪ§ПиМгЙЄШэМўЃЌВЂЧвЪьСЗеЦЮежСЩйвЛжжКѓВХФмБржЦГЬађЁЃЮЊСЫБЃжЄФЃОпЕФЪ§ПиМгЙЄжЪСПЃЌОЭБиаыгаКУЕФЪ§ПиГЬађЃЌЮЊСЫБугкЙмРэКЭПижЦМгЙЄжЪСПЃЌЮвУЧИљОнЖрФъЕФОбщзмНсБраДСЫЖржжЕФГЬађБржЦЙцЗЖЃЌЮЊЙЋЫОЕФФЃОпжЪСПЕФЮШЖЈКЭВЛЖЯЬсИпДђЯТСЫМсЪЕЕФЛљДЁЁЃ
ЛњДВВйзїепЪЧЪ§ПиМгЙЄЕФжДааШЫЃЌЫћУЧЖдЪ§ПиМгЙЄжЪСПЕФПижЦвВЪЧКмУїЯдЕФЁЃЫћУЧдкжДааМгЙЄШЮЮёЕФЙ§ГЬжаЖдЛњДВЁЂЕЖБњЁЂЕЖОпЁЂМгЙЄЙЄвеЁЂШэМўКЭЧаЯїВЮЪ§ЕФЪЕЪБзДЬЌзюСЫНтЃЌЫћУЧЕФИїЯюВйзїЖдЪ§ПиМгЙЄгАЯьзюжБНгЃЌЫљвдЛњДВВйзїепЕФММФмКЭд№ШЮаФвВЪЧЬсИпЪ§ПиМгЙЄжЪСПЙиМќвђЫиЃЁ
ОЙ§ЖрФъЕФФЃОпМгЙЄЗжЮіЃЌЫфШЛЛњДВЕШгВМўЩшБИЪЧКмЙиМќЕФЃЌЕЋШЫВХЪЧгАЯьЪ§ПиМгЙЄжЪСПЕФОіЖЈадвђЫиЃЌвђЮЊГЬађЩшМЦдБКЭЛњДВВйзїепЕФжАвЕЕРЕТЁЂММФмЫЎЦНЁЂИкЮЛд№ШЮаФШЗЖЈСЫИїжжЯШНјЩшБИФмЙЛЗЂЛгГіЖрДѓЕФаЇФмЃЁЫљвдЮвУЧвЛЖЈвЊжиЪгШЫВХЕФХрбјКЭв§НјЃЌЮЊФЃОпжЪСПЕФГжајЬсИпДђЯТМсЪЕЕФЛљДЁЃЁ